- ���g����
����{���y�����a�^���е��{ԇ
2017-10-07 08:40:45 ��Դ��
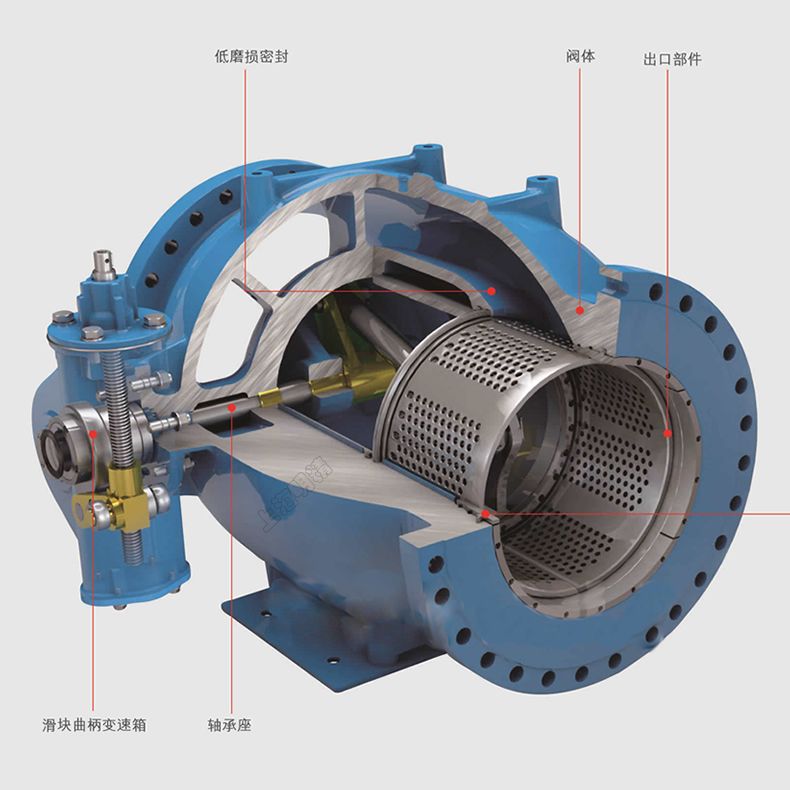
һ���{���y�ڬF�������S�đ����{���y�c�����x������ʹ�ã��Ɍ��F���a�^����������Һλ���������ضȵȹ�ˇ�����c�������|��Һ�w�����w�������ȵ��Ԅ��{�����h�̿��ƹ��ܡ�...
һ���{���y�ڬF�������S�đ����{���y�c�����x������ʹ�ã��Ɍ��F���a�^����������Һλ���������ضȵȹ�ˇ�����c�������|��Һ�w�����w�������ȵ��Ԅ��{�����h�̿��ƹ��ܡ����К�ӱ�Ĥ�{���y�����Ԅ��{��ϵ�y��*�K��һ���{���y�ڬF�������S�đ���
����{���y�c�����x������ʹ�ã��Ɍ��F���a�^����������Һλ���������ضȵȹ�ˇ�����c�������|��Һ�w�����w�������ȵ��Ԅ��{�����h�̿��ƹ��ܡ����К�ӱ�Ĥ�{���y�����Ԅ��{��ϵ�y��*�K���ЙC��������ʮ����Ҫ�����ã��{���y���õĺÉ�ֱ���Pϵ�����a���|���c��ȫ��
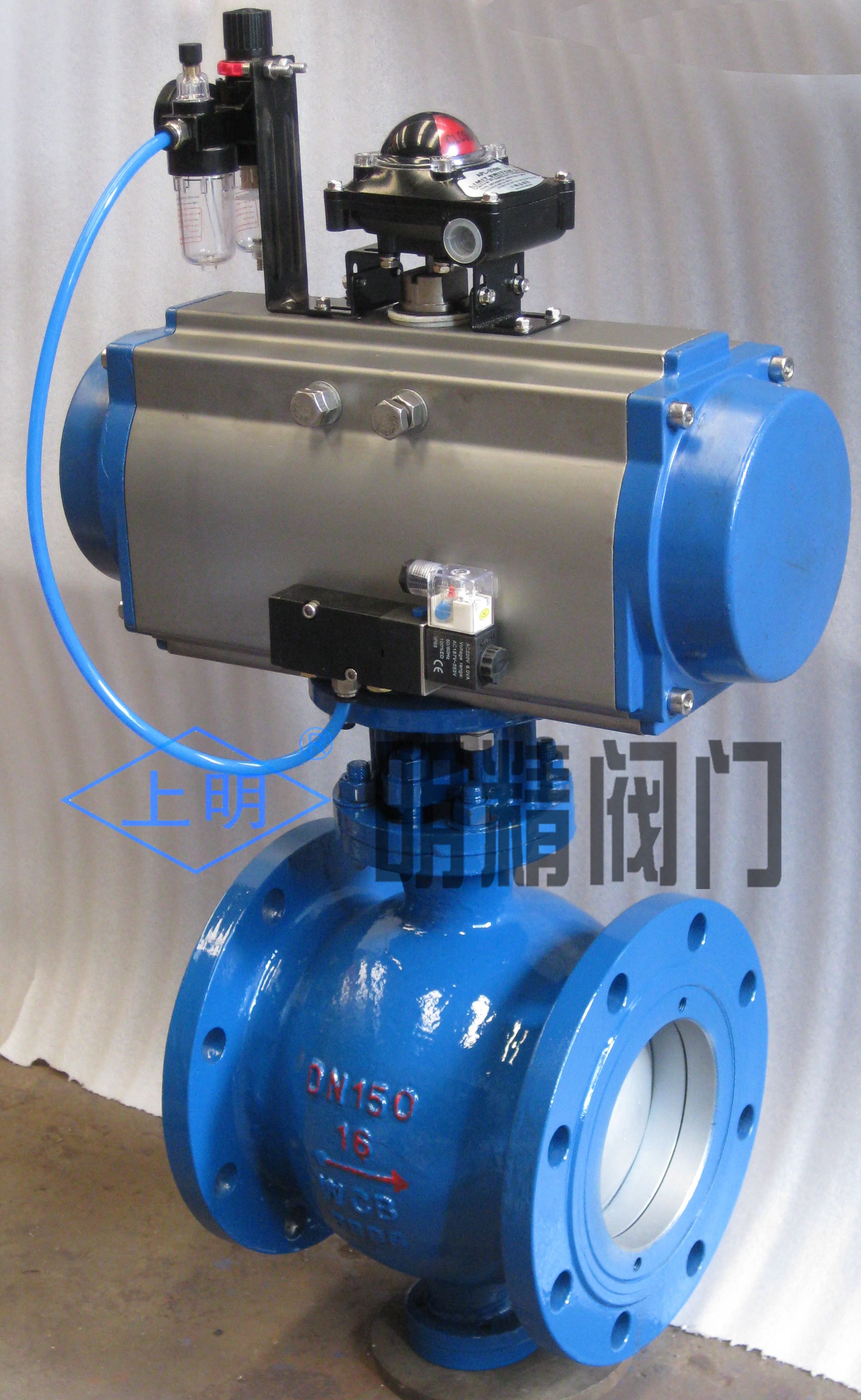
�����{���y�ij�Ҋ���ϡ�ԭ���������Q����
(1)�{���y��������ԭ�]����̖������ĤƬ�ѓp��ĤƬ©�⣬ĤƬ�����pС;�yо�c�y�����r�������y�U������ԭ��ʹ�{���y���܄�������Q����������̖������Դ���^�B���ι̻��߸��QĤƬ;�{ֱ�y�U���߸��Q�y�U��(2)�{���y�����������������{�����á�ԭ���yоÓ���ܵ���������Q�������yоÓ��Č��yо�c�y�U�B���ι̣���·���}��ϵ���ܲ��T��ͨ��·��(3)�{���y�����t�g�����ӡ�ԭ���ܷ������ϻ���ɿ�ʹ�y�U�c���ϵ�Ħ������;�y�w�Ⱥ���ճ�Դ�������Լ��������Y������r���F;ĤƬ��“O”���ܷ�Ȧ��̎й©Ҳ����Q���������Q�ܷ����ϣ������{��;�������Y����;�o��Ĥ�^�����߸��QĤƬ��O��Ȧ��(4)�{���y��������a����ʎ��ԭ���{���y���x���^��;�����y���|���y�����ӷ����c�P�]������ͬ���yо�c�����ׇ���ĥ�p����Q���������Q�y�����m���y�T;�{���y�T����;���ƽY����(��ĥ)����Q�yо�������ס�
�����{���y�����ϾS����
��“�{���y�����������������{������”���Ϟ����U���S������ij�����S����ϩ܇�g��ʹ���y�T�鴨�xʮһ�S�Ć����{���y�������a����a10�f�������w��������ϩ܇�g�ĉ��s���D�������s�����Ѓ������a���������s�⣬�D���ͷ��s���ζ�����ʹ���{���y��ÿһ���{���y�Ĺ����h������ȫ��ͬ�ģ���ÿһ�l��·��ͨ����ֻ��һ���{���y����Щ�{���y��߅߀�O����·������ͨ�^�ք��y�T���ơ�����{���y���F���ϣ������_����·�y�����C�������a�����ԣ��ڲ�zǰ��Ҫ�м�����ԓ�{���y�Ĺ���ԭ���ƶ����ƵľS������
1.�z�������˜ʡ��z������(1)������Ҏ�̽�����Ҫ���ÓQ�ϸS���y���V���ޣ�����ϩ����x�����К��վ�����ˆT�O�o�����ɲ�z�y�T��(2)�P����Դ�����¶�λ������Դ�ܣ����y�T���_(��3)�yо�y�U���B�ӣ��z���yо�y�U���B�Ӡ�r���z���B���N�Ƿ����ȡ�£�����ȡ��Ҫ�Ì��ù���ȡ�����߸Ŀס�
2.�z���y�T�ĽM�b��(1)�M�bǰ�����y�T��ȫ��Ԫ���M��һ������z�飬�M�b������¶��ϣ�����ĉ|Ƭ��Ϳ����֬�����������Ҫ�䌍����(2)���оo����˨�������b��ǰ����Ϳ�ϝ���֬�������´Ιz�͝�����
3.�y�T���{У���y�T�M�b�ꮅ���b�϶�λ������Դ���M���{У��У���c��������5���c��0%��25%��50%��75%��100%�����ξ����،����c��̖ݔ�붨λ�����^���г�ָ��c�˳߿̶��Ƿ�����t���M�з����{����ֱ���_���˜ʡ�
4.ԇ܇�c��ա�(1)�y�T�{У�˜ʺ��b���ܾ��ϣ��_�J�o���}��֪ͨ��ˇ܇�g���k���������m��(2)��Ϲ�ˇ�ˆT�ɬF���ֲٸĞ鿂�ز�����(3)�z��z���ӛ䛙n���Y���Ƿ��Rȫ�ʴ_��(4)���y�T������|�z�����Ϻ̓ɂȷ��m�Ƿ�й©��(5)�{���y�����\��72С�r�������P���g���ܺ��պϸ�
5.��ȫע����헡�(1)�S�ް�ȫע����헣��S�ޱ���Ƀ����������I;�M��F���S�o��횴�����Ҏ���ı��o��Ʒ;�l�F늄��y�T���F������̎��r�����ȡ�ù�ˇ�ˆT�J�ɣ���ȡ��ȫ��ʩ�����I��(2)�z�ް�ȫע����헣��ھ�ʹ�õ��y�T�z�ޕr����k�������C;�ھ��y�T���wǰ��회���ˇ���|�ŷŸɃ������_�J��й©�������M�����I;�ڙz�ޕr���P�]��Դ;�z�ޕr�����ʹ�Ì��ù��ߣ����Óp���㲿��;��ж�����㲿������¶�������y�w����ܛ�����w�á�(3)Ͷ�\��ȫע����헣�Ͷ�\ǰ��֪ͨ��ˇ�ˆT�k���������m;Ͷ�\�r��������ˇ�;S�����ˆT�p��������ϡ�
�ġ��{���y�IJ�ж��ˇ
(1)�Д��Դ����Դ;����Դ������̖���ٲ�������;
(2)�B�Ӛ��(���p���y����ֵ����Ĥ�^)���O�Üp���y�ĉ���������Ϗ��ɵ�*��������ֵ;(3)Ȼ�������_��ĸ��������P�]�������Դ;(4)��ָᘉK���i�o��ĸ���_;(5)���_֧�܈A��ĸ��ȡ��֧��;(6)�������_������y�w��ĸ������ȡ�����y�w���yо�������ס��X�Ή|Ƭ;��ж�ꮅ�z�����ԭ���yо�c�y�U�����B�ӡ�Ȼ���ղ�ж�r���෴����y�w�M�нM�b��
�Ϻ����������y�T��������˾
���g��
�����°l�� -









-
�aƷ����
-
�aƷ���
-
���y
-
������y
-
늄����y
-
����y�T
-
늄��y�T
-
����{���y
-
늄��{���y
-
����ʽ�{���y
-
���y
-
��ӵ��y
-
늄ӵ��y
-
��ֹ�y
-
�l�y
-
�p���y
-
��ˮ�y
-
ȡ���y
-
늴��y
-
�^�V��
-
��ȫ�y
-
�r���y
-
�r�z�y
-
��Ĥ�y
-
�����y
-
�����
-
ƽ���y
-
ֹ���y
-
�����y
-
�����y
-
�����y
-
�����y
-
����y
-
�����y
-
�܊A�y
-
�վ�y
-
�����y
-
�����y
-
�����y
-
�Ś��y
-
������y
-
ҕ�R
-
ҺλӋ
-
�S�~�y
-
�����l�y
-
Һ�����y�T
-
��ӈ�����
-
늄ӈ�����
-
ˮ�������y
-
���ˮ̎����
-
��������y
-
�����y
-
������
-
�����y
-
���z���^
-
��ˮ�y
-
����Ӌ
-
���y
-
�� ��
- ϵ�ˣ�������
- 늡�Ԓ��021-63540895
- �֡��C��15000936008
- �����棺021-63815099
- �]���䣺[email protected]
- �]������200070
- �ء�ַ���Ϻ����l���^����·1399̖
- �W��ַ�� https://mjbv2619.cn.goepe.com/
http://www.hengwenxiang.net